Из всех видов соединения пластиковых труб метод сварки является наиболее всего оптимальным и практичным. Однако для того, чтобы правильно сварить, например, трубы из полиэтилена низкого давления, необходимо знать кое-какие технологические моменты, правила и рекомендации от специалистов и опытных профессионалов в области ремонтно-строительных работ.
Также не лишним будет знать, представлять себе, какие применяют виды соединений в процессе сварки, какое при этом затрачивается оборудование и инструменты, а также какие температурные и механические существуют условия для наиболее качественно сварки.
На сегодня вместе с развитием IT-технологий также развиваются и различные направления в строительстве, монтаже, ремонтных работах.
Новые тенденции современных технологий при работе с полиэтиленовыми трубами стремятся обеспечить соединение трубопровода высоким качеством и прочностью при минимальном затрачивании усилий и времени.
Такой подход намечен уже давно, и сегодня его применение стремительно возрастает среди строителей, сантехников и ремонтников. Поэтому сейчас соединить ПНД трубы методом сварки можно быстро и высокопрофессионально самому.
Для каких же трубопроводов используют сварку? Прежде всего, сваривают не только полиэтилен низкого давления, но и поливинилхлорид (ПВХ), полипропилен (ПП), полиэтилен (ПЭ), поливинилиденфторид (ПВДФ — фторопласты).
Технология сварки ПНД труб не предполагает использования дополнительных деталей, таких, к примеру, как фитинги, муфты или тройники, поэтому такой способ соединения полиэтиленовых труб является довольно экономичным в плане затраты финансовых средств.
При всем своем широкомасштабном использовании среди полиэтиленовых труб метода сварки, все же для него имеется и ограничение.
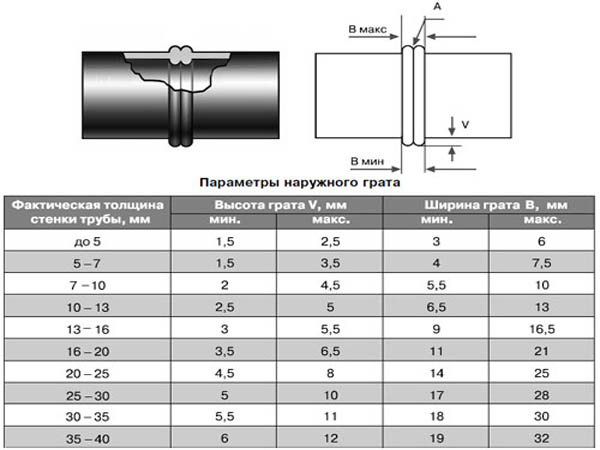
Оно заключается в том, что не рекомендуется сваривать трубы, которые будут потом использоваться в безнапорной канализации потому, что внутри соединения труб образуется выступ (грат) из оплавленного материала, а это уже препятствие для нормального течения потока жидкостей, а также риски засоров и накопления всевозможных отложений.
Такие трубы в безнапорном трубопроводе любого типа канализационной системы будут быстро засоряться.
Метод сварки применяют для:
Для этого существует ряд определенных моментов, которые, так или иначе, имеют непосредственное отношение к свариванию полиэтиленовых труб. Это и специальное оборудование, и инструменты, без которых практически невозможно варить, и определенные виды соединений с использованием специальных соединительных элементов, а также пошаговая инструкция правильного сваривания ПНД труб.
Помимо этих способов, применяют также и другие виды соединений: раструбное, фланцевое или фитинговое. В любом случае, всегда можно подобрать наиболее оптимальный и практичный метод сваривания или разъемного соединения полиэтиленовых труб.
Хотя, специалисты считают, что сварка труб полиэтилена низкого давления – это самое прочное монолитное соединение, превосходящее своей надежностью даже сами трубы.

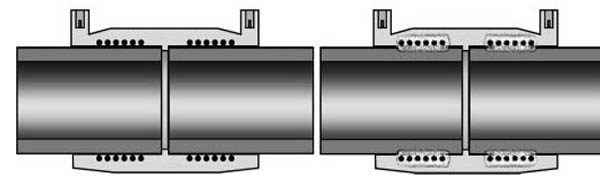
Сварка труб из ПНД – это такой процесс, при котором неразъемное соединение получают при помощи нагрева, расплавления торцов двух срезанных полиэтиленовых труб, муфт или фитингов, под воздействием определенной высокой температуры, а затем, присоединения под давлением или взаимопроникновением и дальнейшего остывания в состоянии покоя.
Стыковая сварка без применения дополнительных деталей еще может называться «Контактная сварка плоским нагретым инструментом встык».
Таким инструментом, как правило, является специальный сварочный аппарат для нагрева и расплавления такого материала как полиэтилен низкого давления. Кроме использования сварочного аппарата, для сварки еще могут использоваться и электрофитинги, для которых существует свое оборудование.
В этом случае трубы свариваются под воздействием электрического тока, подающегося от аппарата к диффузным муфтам, внутри которых имеется проводящий ток материал. Такой способ наиболее всего эффективен тогда, когда производится монтаж ПНД труб в труднодоступных для сварочного аппарата местах.
Весь процесс занимает немного времени и трудозатрат, но для наиболее эффективного выполнения работы следует все-таки знать некоторые правила и нюансы.
Как уже отмечалось, сварка полиэтиленовых труб низкого давления относится к типу неразъемных соединений. Это говорит, в первую очередь, о том, что такое соединение монолитно и герметично настолько, что в случае какой-либо поломки или нарушения целостности труб, их придется просто срезать.
Неразъемное соединение невозможно разобрать и собрать вновь, а потому эти участки срезаются и на их место устанавливаются новые все тем же путем сварки.
Важно! Сваривание можно производить в двух вариантах: путем стыковой сварки, либо же путем применения электромуфт и специального оборудования. Любой из этих методов достаточно прочно соединяет все участки ПНД труб.
Обычно сваривают трубы встык диаметром не более чем 50-63 мм с толщиной стенок не больше, чем 4-4,5 мм.
Все остальные полиэтиленовые трубы их диаметров, например, диаметром, свыше 400 мм, соединяют другими способами сваривания при помощи совершенно другого оборудования, которое довольно габаритно и неподъемно для одного человека.
Сначала изучим основные правила, которые предписаны для работы с такими трубами:
Перед началом сварки нужно подготовить трубы и заторцевать их обрезанные края, которые нужно будет потом оплавлять и стыковать. Для этого используют торцеватель, в котором трубы отлично торцуются для того, чтобы они плотно прилегали друг к другу.
Важно! Здесь очень важным условием является полное отсутствие каких-либо зазоров между торцами труб.

После торцовки и проверки соосности полиэтиленовых труб уже можно спокойно приступать к сварке. Сварочный аппарат нагревается до нужной температуры, указанной в инструкции, прилагаемой к нему, либо же соответственно специальной таблице, где указана необходимая температуры для определенного диаметра труб.
Торцы труб вставляются в специальные фиксаторы, которые располагают трубы в сварочном аппарате на одном уровне.
Между ними вставляется нагревательное зеркало, торцы оплавляются до мягкой консистенции, нагревательное зеркало убирается и руками, механическим способом, соединяются трубы.

Усилие для сжатия концов труб не должно быть слишком сильным, иначе внутри труб в месте соединения получиться слишком большой грат с заостренными концами, а это значительно ухудшит эксплуатационные показатели трубопровода с таким некачественным соединением.
А если усилие сделать слишком слабым, тогда вы затратите слишком много времени на сварочные работы потому, что вам придется очень долго ждать нужного сцепления и взаимопроникновения расплавленного материала.
Лучше всего в таких случаях руководствоваться специальными таблицами, где для каждого типа материала указываются усилия, давление, которое должно оказываться при стыковке размягченных труб, а также время, которое затрачивается на стыковку, а затем, и остывание.
Важно! При стыковке также нельзя вращать детали, сдвигать в стороны или трясти. При остывании только что соединенных элементов полиэтиленового трубопровода требуется оставить его в покое и не трогать в течение определенного количества времени.
Сваривание труб при помощи электромуфт – кажется делом намного проще, чем при помощи сварочного аппарата методом сварки встык. И, тем не менее, такой способ является также требующим достаточного внимания и аккуратности.
Принцип электромуфтовой сварки состоит в следующем:
Такая сварка применяется для труб диаметром от 20 мм и выше. Особенностью ее частого использования является то, что она хороша для труднодоступных мест, где нельзя никаким образом разместить сварочный аппарат для сварки встык или орудовать ключами и прочими другими инструментами для соединения при помощи резьбовых фитинговых и прочих элементов.
Электромуфта в своей внутренней конструкции имеет специальные нагревательные металлические элементы, намотанные в виде спирали, которые легко проводят электрический ток.
Ток, подается именно на эти элементы, которые затем нагреваются и оплавляют концы полиэтиленовых труб в местах их соединения, плотно скрепляя при этом поверхности труб и внутренней поверхности муфты.

Этот способ отлично подходит для соединения труб различного диаметра и разного полимерного материала или марок полиэтилена.
Преимуществами электромуфтовой сварки также являются узловые или седловые соединения трубопровода, особенно, когда необходимо осуществить водоснабжение частного дома своими руками или установить канализационную трубопроводную систему самостоятельно.
Очень примечателен этот способ еще и тем, что при его помощи очень легко соединять полиэтиленовые трубы с металлическими резьбовыми соединениями. Такие возможности значительно повышают популярность применения при сварочных работах именно электромуфты.
Кроме сварки полиэтиленовых труб существуют также и разъемные соединения, которые не всегда предполагают сварочные работы.
К таким способам относятся:
Раструбное соединение иногда применяют при помощи сварки, а иногда при помощи механических усилий вдавливания в трубу немного шире диметром с конусообразным концом. Но такое соединение не нашло широкого применения, поэтому его используют значительно реже, чем соединения методом сварки.
Фитинговые и фланцевые соединения применяются значительно чаще, особенно для тех участков трубопровода, где требуется создавать именно разъемное соединение.
Это места, где со временем нужна будет замена сантехники, или какого-либо куска трубы, по необходимости.
Раструбное соединение представляет собой метод, где используются два конца труб разных диаметров. Конец труб с меньшим диаметром вводится в трубу с большим диаметром.
При методе сварки используют специальные муфтовые элементы, которые надежно и герметично скрепляют концы труб разных диаметров.
Сварка происходит практически в той же последовательности, что и в случае со стыковой сваркой, с той лишь разницей, что устанавливаются в центратор, торцуются и нагреваются не только два конца разных труб, но еще и полиэтиленовые муфты. Такая сварка возможна лишь с муфтами без резьбы.

В случае с соединением в раструб без сварки, способ стыковки труб совсем иной. Как правило, тот конец трубы, который побольше, имеет резиновое уплотнительное кольцо.
Именно с ним приходиться повозиться чаще всего, когда соединяют эти трубы. Обычно кольцо из резина, а потому оно имеет своего рода выталкивающие свойства. Для того, чтобы немного ослабить их резину немного смягчают хозяйственным мылом, а затем присоединяют другой конец трубы.
Перед сборкой все детали трубопровода проверяются на наличие мусора, пыли и прочих мешающих моментов. Все соединительные части протираются неворсистой тряпкой и смазываются специальной смазкой.
Один конец трубы вставляется в другой, прижимается к уплотнительному кольцу внутри соединения. Чтобы труба хорошенько села и плотно прилегла, применяют механический ударный способ.
К противоположному концу трубы с наименьшим диаметром прикладывается деревянный брусок, а затем кувалдой или молотком (зависит от диаметра труб) применяют ударную силу, но не слишком сильную, такую, чтобы труба хорошо вогналась в раструб. Труба с расширенным концом, при этом, должна быть хорошо зафиксирована.
 В каких случаях используется оборудование для прочистки канализации, читайте в статье: оборудование для прочистки канализации.
В каких случаях используется оборудование для прочистки канализации, читайте в статье: оборудование для прочистки канализации.
О канализационных фитингах читайте в статье с фото.
Все варианты соединений не заканчиваются на способах сварки.
Существуют еще множество различных соединительных элементов, которые способствуют отличной герметизации при соединении труб одинакового или разного диаметра, материала или марки полиэтилена.
Чаще всего для этих целей используют компрессионные или резьбовые фитинги. Резьбовые фитинги монтируются на трубы без помощи сварочного аппарата благодаря резьбе также как и компрессионные (или цанговые).
Компрессионные фитинги устанавливают на местах присоединения двух концов ПНД труб с использованием специального подпружиненного или газового ключа.

И компрессионные, и резьбовые фитинги в момент монтажа обязательно должны входить до упора. Если этого не сделать, то, благодаря образованию зазора внутри фитинга и стыковки труб, в местах соединения всегда будет появляться течь, и вам придется производить все работы заново.
Если же не удается плотно усадить конец трубы в фитинг до упора, тогда требуется снять фаску с ее торца и снова вставить его в фитинговую деталь.
Важно! Следует помнить, что участки трубопровода, соединенного фитингами, нельзя замоноличивать, т.е. заливать бетоном или цементными раствором, потому как они требуют регулярной ревизии и проверки, а в случае аварийной ситуации своевременного ремонта и замены.
Более того, такие места трубных соединений всегда должны быть легко доступны, а потому в любой декоративной панели или гипсокартоне всегда для них изготавливают специальные люки-окошки, чтобы в случае поломки, можно было бы быстро произвести ремонт.
Фланцевые соединения подразумевают под собой использование специальных соединительных элементов под названием – фланцы. При их помощи соединяются не только два конца ПНД труб, но и конец трубы с краном, счетчиком воды или газа, вентилям, задвижкам и любой другой арматуре.
Фланцы для труб из ПНД изготавливаются по определенному стандарту (ГОСТ 12815-80, а также 12820-80) и бывают разных диаметров. Диаметр условного прохода составляет от 20 до 1200 мм для ПЭ труб наружным диаметром от 25 до 1200 мм.
Эти важные обозначения всегда следует уточнять и иметь в виду при выборе фланцевых соединений для ваших труб из полиэтилена. 8 Фланцы в обиходе еще называют прижимными муфтами.
Это говорит об их принципе работы. Два кольца фланцевого элемента надеваются на концы труб, а затем стягиваются при помощи болтов, гаек или специальных шпилек клинообразной формы, которые загоняются в отверстия фланцев ударной силой.
При применении фланцев, обязательно используют еще и резиновые прокладки для лучшего качества герметичности и эксплуатации.
Как уже отмечалось для сварки ПНД труб, в обязательном порядке используют специальное оборудование различных вариаций, в зависимости от диаметра труб и, соответственно, толщины стенок:
На самом деле ручной сварочный аппарат применяется для труб с небольшими диаметрами. Каждая из моделей подбирается соответственно определенному диапазону диаметров полиэтиленовых труб.
Кроме того, ручные сварочные аппараты делятся между собой на две группы:
Те приспособления, что предназначаются для сварки в раструб, выпускают для обработки полиэтиленовых труб диаметром от 20 до 110 мм.
Такие аппараты имеют специальное антипригарное покрытие нагревательных элементов, что очень важно при работе с ПНД трубами.
Именно поэтому их нагревательные приспособления не требуется скоблить или чистить после каждой сварки. Также такие аппараты, как правило, оснащены индикатором контроля электрической сети и подачи электрического тока в аппарат и регулятором температуры, что просто выручает в процессе сварочных работ.
В своей конструкции и комплектации они имеют:

Сварочные аппараты для стыковой сварки предназначены для соединения полиэтиленовых труб с диаметрами от 20 до 300 мм. Отличаются своей легкостью в весе и удобством в эксплуатации, благодаря быстрой замене нагревательных плат.
Представляют собой следующую конструкцию:

Сварочное оборудование для диаметров свыше 300-400 мм еще имеют название сварочных машин.
Это целые агрегаты, которые помогают осуществить высококачественную сварку ПНД труб с более толстыми стенками и больших диаметров.
Также как в случае с ручными сварочными аппаратами, агрегаты для сварки более крупных габаритов труб предназначены для разных видов работ:
По принципу устройства такое оборудование делиться на:
Несмотря на многообразие оборудования для сварки труб из полиэтилена низкого давления, среди перечисленных вариантов устройств существуют такие, которые способны сваривать полиэтиленовые трубы любого диаметра.
Они на это и рассчитаны. К таким универсальным типам сварочного оборудования относятся, прежде всего, устройства с гидравлическим приводом.
Эти машины позволяют в минимальные сроки обслужить максимальное количество соединений разных размеров.Все сварочные устройства для любого диаметра труб снабжены примерно одинаковым набором важных элементов.

Дополнительные приспособления необходимы для того, чтобы улучшить качества сварочных соединений и трудозатрат тех, кто работает с какими-либо сварочными аппаратами. Особенно это касается тех, кому приходиться часто сталкиваться с подобными видами работ.
К вспомогательным инструментам и приспособлениям относятся:
Пренебрежение использования тех или иных устройств приводит к некачественному, бракованному трубному соединению, а значит, существенно снижает эксплуатационные сроки такого трубопровода.
Сегодня наиболее часто для сварки полиэтиленовых труб низкого давления используется муфта.
Ее применяют во время варочных работ не только для крупномасштабных трубопроводов, но также и во время таких работ, как устройство канализации в частном доме, даче или коттедже.
Муфта для сварки представляет собой ту же самую электромуфту, о которой говорилось ранее. Ее устройство позволяет скрепить труб надежно и на долгие десятки лет. Именно поэтому такой способ сварки оправдал себя настолько, что на сегодня является самым популярным и практичным.

Муфта для сварки в своей конструкции содержит спираль из металла, который отлично проводит электрический ток. В муфту с двух сторон вставляются концы труб, затем к муфте подключается специальный аппарат, который подает электрический ток в спиралевидные муфтовые соединения.
Под напряжением от контакта с электричеством, спирали нагреваются до нужной температуры и оплавляют полиэтиленовый материал муфты и поверхности, вставленных в нее труб, соединяя их расплавленные консистенции полиэтилена взаимопроникающим способом.
Ее эффективность оценена широким кругом специалистов и экспертов.
Вспомогательным материалом для правильного и высококачественного сваривания полиэтиленовых труб также являются всевозможные таблицы, которые показывают необходимые для сварки параметры труб, температурные и силовые, механические условия, количество времени на оплавление и остывание.
Учитывать все эти моменты в процессе проведения сварочных работ – это очень важные шаги, которые ведут к прочности и надежности соединений любой трубопроводной системы.
Таблица времени сварки отражает не только временной показатель, но также и для каких диаметров труб применимо, то или иное количество времени на оплавление и охлаждение торцов полиэтиленовых труб:
| Наружный диаметр трубы, мм | Время нагревания, сек. | Время соединения, сек. | Время охлаждения, мин. |
| 16 | 5 | 4 | 2 |
| 20 | 7 | ||
| 25 | 7 | ||
| 32 | 8 | 6 | 4 |
| 40 | 12 | ||
| 50 | 18 | ||
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
При использовании метода стыковой сварки часто пользуются параметрами режима стыковой сварки, где отражены не только температура и время, но также и давление при нагреве и давление при осадке двух концов труб:

Для любого способа сварки также применяются таблицы, которые хорошо показывают необходимые параметры наружного грата. Если эти показатели не совпадают с табличными, тогда это говорит о неправильной технологии, которая применялась к сварочным работам.
Некоторые, особенные способы укладки трубопровода, всегда осуществляются при помощи соответствующих таблиц, которые помогают придерживаться некоторых моментов, цифровых показателей или особых расположений, к примеру, допустимых изгибов или перепадов труб:

| Температурный перепад, t/С | Отношение длин дуги к длине хорды, м | Длина дуги, м | Длина хорды, м | Стрелка прогиба, м |
| 10 | 1,0022 | 0,2269 | 0,2264 | 0,0064 |
| 20 | 1,0045 | 0,3316 | 0,3301 | 0,0137 |
| 30 | 1,0067 | 0,4014 | 0,3987 | 0,0201 |
| 40 | 1,0087 | 0,4538 | 0,4499 | 0,0256 |
| 50 | 1,011 | 0,5236 | 0,5176 | 0,0341 |
| 60 | 1,0131 | 0,5585 | 0,5513 | 0,0387 |
| 70 | 1,0168 | 0,6109 | 0,6014 | 0,0463 |
| 80 | 1,0176 | 0,6458 | 0,6346 | 0,0517 |
| 90 | 1,0196 | 0,6807 | 0,6676 | 0,0574 |
| 100 | 1,022 | 0,7156 | 0,7004 | 0,0633 |
Все таблицы, которыми чаще всего пользуются профессионалы по установке и монтажу трубопровода из полиэтилена низкого давления, полностью соответствуют ГОСТам, а потому способствуют наилучшему качеству и помогают избежать брака и аварийных ситуаций в дальнейшей эксплуатации труб, соединенных при помощи того или иного способа сварки.
 Как правильно подключить посудомоечную машину, узнайте из статьи: как подключить посудомоечную машину.
Как правильно подключить посудомоечную машину, узнайте из статьи: как подключить посудомоечную машину.
Чтобы устроить дренаж вокруг дома, смотрите статью.
Схему устройства сливного бачка унитаза, можно посмотреть на странице.
Как уже отмечалось, трубы большого диаметра из полиэтилена низкого давления имеют такие показатели от 300-400 мм и выше. Эти трубы, соответственно имеют и более толстые стенки, чем трубы с диаметром, к примеру, 110 или 45 мм.
Их сварка производится при помощи специального оборудования или же с помощью электромуфт из ПНД большого диаметра и специального аппарата, подающего электрический ток в муфту.

Машины для сварки больших труб сами по себе также габаритны. Одному человеку перемещать их не под силу, а потому для транспортировки на дальние и ближние расстояния крупногабаритных сварочных аппаратов используется такой транспорт, как автокран, экскаватор или манипулятор.
Точно также при сварке больших труб используется и грузоподъемная техника, которая позволяет подать трубу к месту ее соединения и потом подтягивать сваренную цепь трубопровода.
Обязательным условием для эффективной работы сварочного аппарата для труб больших диаметров является подача необходимой электроэнергии полной потребляемой мощности – 10 кВт.
Важно! Если на объекте невозможно обеспечить сварочный агрегат именно такой мощностью, тогда как дополнительное оборудование, применяется переносная электростанция.
Также для проведения сварочных работ на одно соединение труб большим диаметром, как правило, требуется минимум два человека.
Все сварочные работы, производимые по крупномасштабным проектам либо же на приусадебных участках, а также внутри больших и мелких зданий и сооружений, относятся к сварочным услугам разной ценовой категории.
Стоимость этих услуг отличается между собой в зависимости от затраченного оборудования, электроэнергии, вспомогательных материалов, механических усилий человеческих ресурсов, а также особенностей самого стройматериала:диаметр труб ПНД, толщина стенок и метод сварки:
| Тип сварочных работ | Диаметр ПНД трубы | Цена за один стык | Цена за 1 рабочую смену | Стоимость за использование/аренду дополнительного оборудования в течение 1 рабочей смены |
| Стыковая сварка ПНД труб | 110 | 400 | 15000 | 3000 |
| 160 | 800 | |||
| 180 | 1000 | |||
| 200 | 1150 | |||
| 225 | 1300 | |||
| 250 | 1800 | |||
| 315 | 2200 | |||
| 355 | 3000 | |||
| 400 | 4200 | |||
| 500 | 5200 | |||
| Сварка с фитингами и закладным нагревателем | 32-63 | 200 | 12000 | нет |
| 90-110 | 400 | |||
| 125-160 | 800 | |||
| 180-225 | 1000 | |||
| 250 | 1200 | |||
| 280-315 | 1900 | 16000 | ||
| 355 | 2800 | |||
| 400 | 3000 | |||
| 500 | 4000 | |||
| 630 | 5000 | 18000 | ||
| 710 | 6000 | |||
| 800 | 6500 | |||
| Электромуфтовая сварка | 63-90 | 350 | 15000 | 3500 |
| 110 | 450 | |||
| 160 | 750 | |||
| 225 | 1000 | |||
| 250 | 1500 | |||
| 280 | 2000 | |||
| 315 | 2250 | |||
| 350 | 3000 | 16500 | ||
| 400 | 3250 | |||
| 450 | 3750 | |||
| 500 | 5500 | |||
| 630 | 6250 | 20000 | ||
| 710 | 8500 | |||
| 800 | 9500 |
Кроме вышеприведенных ценовых уровней на сегодня большинство компаний и фирм, предоставляющих сварочные услуги, также готовы предложить скидки, акционные цены или специальные ценовые предложения для своих клиентов.
Однако, практически все регионы РФ оперируют приблизительно именно такой стоимостью сварочных работ при монтаже ПНД труб. Тонкости установки и сварки пластиковых труб, особенности работы с таким материалом, как полиэтилен низкого давления.
Методы и способы сварки, затрачиваемое при этом необходимое время на оплавление деталей. Используемое оборудование и прочие факторы в процессе сварочных работ – все это необходимо четко знать, следовать ценным рекомендациям специалистов, учитывать все детали рабочего процесса для того, чтобы можно было добиться отличных результатов и отменного качества соединения любого вида трубопровода.
Важно! Каждое нарушение или упущение может привести к аварийным ситуациям, утечкам на линии газопровода, водопровода или канализации.
Поэтому требуется не только знание всех инструкций и особенной сварки, но также и их исполнение.
 Принцип работы бактерий в септике
Принцип работы бактерий в септике
Строительство загородного дома сегодня немыслимо без устройства канализации, которая предусматривает отвод бытовых сточных вод через внутреннюю и наружную сеть […]
 Современные технологии для герметизации труб
Современные технологии для герметизации труб
На сегодняшний день в монтаже трубопроводов водоснабжения и отопления часто применяются изделия, которые соединяются неразъемными фитингами. Однако нередко используются […]
 Новый способ монтажа канализации
Новый способ монтажа канализации
Качественное проведение строительных работ в помещении требует использования только высокотехнологичных материалов на всех этапах. Использование новых технологий в производстве […]


Горячие обсуждения
Шум от канализационных труб ПВХВ нашем доме будут менять канализационные трубы, но в соседнем подъезде, где уже установили трубы ПВХ, жалуются на то, что они слишком много издают шума. (далее…)
Добрый день! Мы сделали небольшую пристройку к дому, в которой будет установлен унитаз и душевая кабина. (далее…)
Как можно самому сделать септик без откачки? (далее…)